
Dans un atelier, l’ergonomie ne sert pas seulement à “rendre le poste plus confortable”. Elle permet surtout de réduire les gestes contraints, de limiter les torsions du dos, de mieux répartir l’effort et de garder un rythme soutenable sans sacrifier la qualité. Je vais donc aller droit au concret: ce qu’il faut observer avant d’aménager un poste, les réglages qui font réellement la différence et les erreurs qui font échouer les bons projets.
L’essentiel pour un atelier plus sûr et plus fluide
- Un aménagement réussi commence par l’analyse du travail réel, pas par le choix d’un mobilier “standard”.
- En industrie, les vrais sujets sont souvent la répétitivité, les efforts, les zones d’atteinte et les postures statiques.
- L’alternance des postures reste plus efficace qu’une “position idéale” figée pendant toute la journée.
- Les réglages utiles sont ceux qui s’adaptent à la tâche, à la morphologie et aux changements d’équipe.
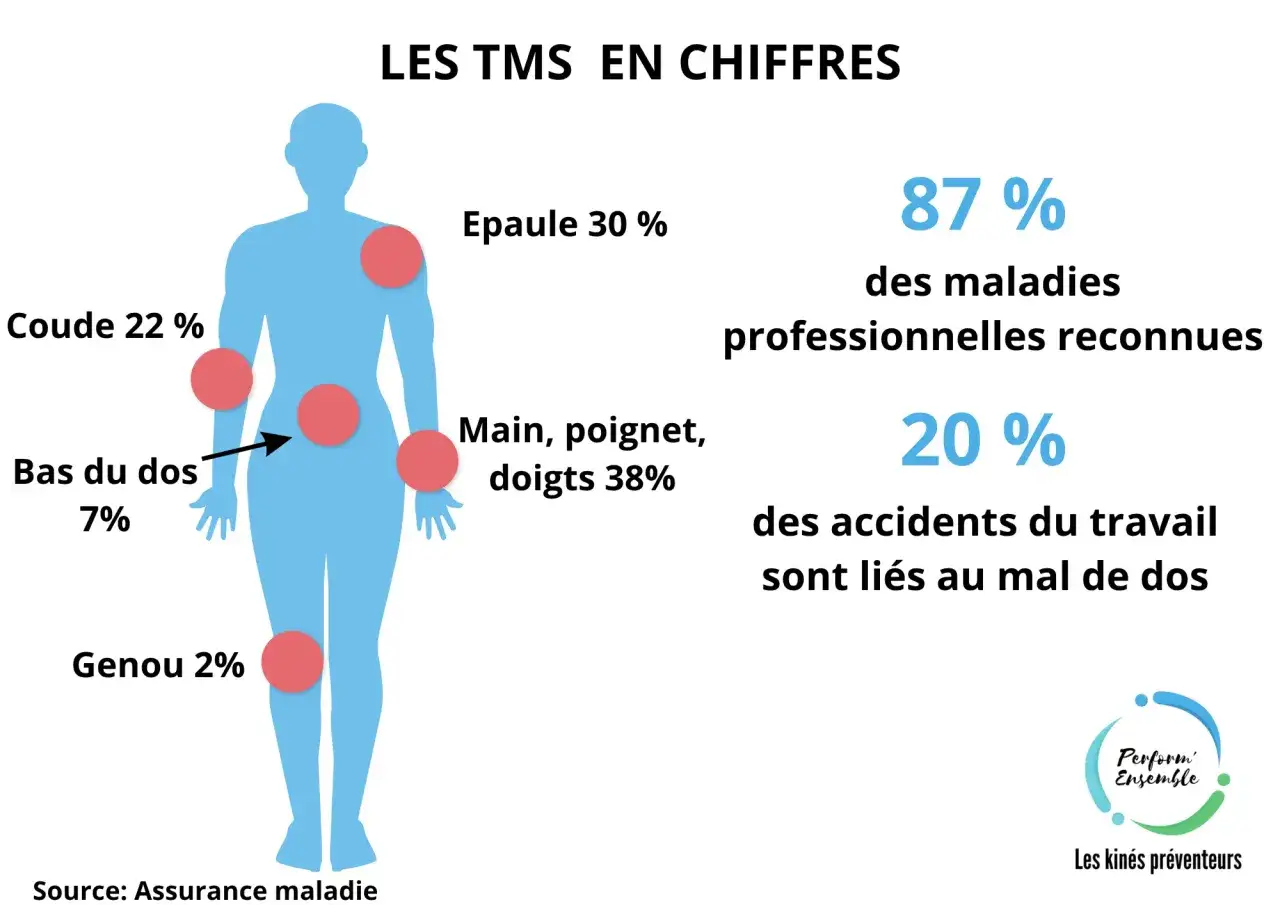
- Les troubles musculosquelettiques pèsent lourd: l’INRS rappelle qu’ils représentent plus de 80 % des maladies professionnelles reconnues.
Ce que recouvre vraiment l’ergonomie en industrie
Quand je parle d’ergonomie industrielle, je ne parle pas d’un siège plus joli ou d’un tapis anti-fatigue posé à la va-vite. Je parle d’une organisation du poste qui réduit les contraintes inutiles: moins de bras tendus, moins de flexions du tronc, moins de rotations répétées, moins de manutention pénible et moins de temps passé dans une posture bloquée.
Dans un environnement industriel, cette logique a un effet très concret sur la santé et sur la performance. Un poste mal pensé fatigue vite, crée des compensations gestuelles et augmente le risque de douleur, surtout quand la cadence monte ou que les pièces sont mal présentées. À l’inverse, un poste bien conçu soutient le geste, sécurise les déplacements et aide à tenir la durée sans user les opérateurs.
Je vois aussi un malentendu fréquent: on croit qu’une bonne posture suffira. En réalité, ce qui protège le plus, c’est la possibilité de varier les positions, d’ajuster le plan de travail, d’accéder facilement aux pièces et de garder une marge de manœuvre dans l’activité. C’est exactement là que l’ergonomie devient un outil de bien-être, mais aussi un vrai levier de qualité.
Cette logique prend tout son sens dès qu’on regarde les contraintes réelles du poste, car un atelier ne se conçoit jamais sur une feuille blanche.
Les contraintes à cartographier avant de toucher au mobilier
Je commence toujours par observer la situation réelle. Sur le papier, un poste paraît simple; dans les faits, il peut enchaîner alimentation, contrôle visuel, assemblage, étiquetage, manutention, nettoyage et circulation autour de la machine. Si l’on ne voit pas cette séquence complète, on risque de corriger le symptôme au lieu de corriger la cause.
| Contrainte à observer | Ce qu’elle provoque souvent | Ce qu’il faut vérifier en priorité |
|---|---|---|
| Répétitivité des gestes | Fatigue locale, TMS, baisse de précision | Variété des tâches, alternance des mouvements, temps de récupération |
| Effort physique | Tensions dans le dos, les épaules et les poignets | Poids des pièces, fréquence de préhension, aide mécanique possible |
| Zone d’atteinte | Bras tendus, torsions, gestes “en compensation” | Position des bacs, outils, documents et commandes |
| Ambiance physique | Fatigue visuelle, gêne thermique, vigilance en baisse | Éclairage, reflets, bruit, vibrations, température |
| Variabilité des opérateurs | Postes “adaptés à personne” | Réglages en hauteur, accessibilité des commandes, assise adaptée |
| Circulation et accès | Contournements, heurts, pertes de temps | Dégagements, sens de circulation, ravitaillement des pièces |
Cette étape évite une erreur coûteuse: changer un meuble sans changer le flux, la hauteur d’alimentation ou la manière d’approvisionner les pièces. Une fois la contrainte identifiée, le poste peut être pensé comme un ensemble cohérent, pas comme une addition d’accessoires.
Comment dessiner un poste qui suit le geste
Pour concevoir un poste vraiment utile, je pars de la tâche dominante: assemblage fin, contrôle, emballage, manutention légère, assistance machine, ou poste mixte avec écran. Le bon réglage n’est pas le même selon qu’on travaille avec précision, avec effort ou avec alternance assis-debout.
Le plus important, à mes yeux, c’est de rendre le poste réglable, lisible et peu exigeant. Réglable, pour s’adapter à la morphologie et à la tâche. Lisible, pour que les pièces, les outils et les commandes tombent naturellement sous la main. Peu exigeant, pour éviter les bras trop hauts, les torsions du tronc et les flexions répétées.
| Élément | Repère pratique | Pourquoi c’est utile |
|---|---|---|
| Plan de travail | Hauteur ajustable si plusieurs opérateurs l’utilisent; surface mate et bords sans arêtes vives | Réduit les contraintes de posture et les reflets gênants |
| Espace pour les jambes | En poste assis, viser environ 650 mm de dégagement en hauteur et 600 mm en profondeur | Évite les postures tordues et libère le mouvement |
| Siège de travail | Assise réglable en hauteur, dossier réglable, appui stable; si les pieds ne touchent pas le sol, ajouter un repose-pieds | Stabilise le corps sans écraser les jambes |
| Siège haut | Pour les tâches en appui, on trouve des hauteurs d’environ 745 à 905 mm | Réduit la pénibilité d’un travail debout prolongé |
| Poste assis-debout | Hauteur d’environ 630 à 840 mm, avec préférence pour un réglage électrique si l’alternance est fréquente | Permet de changer de posture sans perdre du temps ni de précision |
| Supports complémentaires | Appuie-fesses, repose-bras, guides de pièces, bacs orientables | Diminue l’effort statique et sécurise le geste |
Je recommande aussi de penser au réglage comme à un usage, pas comme à une option. Si le passage d’une position à l’autre prend trop de temps ou demande trop d’effort, l’opérateur ne l’utilisera pas. En pratique, un réglage électrique est souvent plus pertinent qu’un réglage manuel dès qu’on change souvent de posture ou d’utilisateur.
Cette logique de conception prend une dimension différente selon la posture dominante. C’est précisément ce que je regarde ensuite.
Choisir la bonne posture selon la tâche
L’ergonomie industrielle ne cherche pas à imposer une posture unique. L’idée est plutôt de choisir la posture la moins contraignante pour la tâche principale, puis de prévoir des alternatives. L’INRS le rappelle clairement: il n’existe pas de posture idéale si elle est maintenue durablement; ce qui compte, c’est la variation.
| Configuration | Quand elle fonctionne bien | Atouts | Limites |
|---|---|---|---|
| Assise normale | Tâches de précision, manipulation de pièces légères, durée modérée | Stabilité, précision, moindre coût physique | Réduit l’aire de travail et devient vite contraignante si elle est prolongée |
| Assise surélevée | Postes où le niveau de vision doit rester proche de celui de personnes debout | Bon compromis entre contrôle visuel et appui partiel | Plus difficile à installer et à déplacer; demande un vrai espace de réglage |
| Assis-debout | Travaux répétitifs, alternance fréquente, postes à hauteur variable | Réduit le maintien statique et permet de varier le poids porté par le corps | Doit rester stable et simple à utiliser; un modèle mobile n’est pas toujours adapté |
| Debout | Manutention légère, accès aux machines, postes très dynamiques | Liberté de mouvement, bonne visibilité, accès large | Fatigue plus vite si l’on reste immobile; nécessite des appuis et des déplacements réguliers |
Dans les faits, le bon poste n’est presque jamais “assis” ou “debout” à 100 %. Le meilleur compromis consiste souvent à autoriser une alternance entre les deux, avec quelques appuis bien placés, des pièces à portée courte et un enchaînement de gestes qui ne casse pas le corps. C’est là que la conception devient intelligible au quotidien.
Une fois ce cadrage posé, il faut encore éviter les pièges les plus fréquents, car ce sont eux qui ruinent le bénéfice d’un bon investissement.
Les erreurs qui font revenir les douleurs
Je retrouve souvent les mêmes erreurs sur le terrain. Elles sont parfois discrètes, mais leurs effets sont réels: opérateurs qui se penchent pour attraper une pièce, gestes exécutés trop loin du corps, support mal placé, ou poste réglé pour une personne mais utilisé par cinq autres.
- Croire qu’un seul équipement règle tout. Un bon siège ne compense pas un plan trop haut, ni un bac trop éloigné, ni une organisation qui impose de rester immobile.
- Fixer une hauteur “moyenne”. Une hauteur unique convient rarement à tous les gabarits et à toutes les tâches, surtout quand les équipes tournent.
- Négliger l’aire de préhension. Si les pièces ou les outils sont hors de portée naturelle, les épaules montent et le tronc compense.
- Oublier l’environnement. Un poste peut être techniquement correct et rester pénible si l’éclairage fatigue, si les reflets gênent ou si le bruit empêche de communiquer.
- Installer sans tester. Tant qu’on n’a pas observé l’usage réel, on ne sait pas si l’ajustement tient la route sur une journée complète.
- Ne pas suivre le poste après la mise en service. Une ligne évolue, les produits changent, les cadences aussi. Un poste figé finit presque toujours par dériver.
La vraie question n’est donc pas seulement “quel équipement acheter ?”, mais “qu’est-ce qui, dans l’activité réelle, crée la contrainte la plus forte ?”. Une fois cette réponse posée, le projet devient beaucoup plus simple à piloter.
Mettre la prévention des TMS au cœur du projet
Si je devais résumer la méthode en une phrase, je dirais ceci: commencer par le travail, finir par le travail, et tester entre les deux. C’est aussi la logique la plus robuste pour concevoir un poste durable, parce qu’elle évite d’empiler des solutions déconnectées de l’usage réel.
- Définir le problème. Est-ce la répétition, l’effort, la posture, le rythme, l’approvisionnement ou l’ensemble de ces facteurs ?
- Observer l’activité réelle. Je regarde ce que font les opérateurs, pas seulement ce qui est prescrit.
- Associer les bons acteurs. Méthodes, maintenance, encadrement et opérateurs doivent parler du même poste avec les mêmes contraintes en tête.
- Tester des solutions simples. Hauteur réglable, support de pièces, guidage des avant-bras, proximité des outils, amélioration de l’éclairage.
- Vérifier après mise en service. Une solution n’est bonne que si elle est utilisée sans effort excessif et sans détour de fonctionnement.
Je préfère aussi rappeler un point essentiel: un poste ergonomique ne se décrète pas dans un cahier des charges. Il se construit dès la conception, puis se corrige en fonction des retours du terrain. C’est souvent ce travail d’aller-retour qui fait la différence entre une solution théorique et un vrai gain pour les équipes.
Cette logique ne sert pas seulement à réduire les douleurs; elle aide aussi à maintenir un atelier plus stable, plus lisible et plus facile à faire évoluer quand la production change.
Ce qu’un atelier bien pensé change vraiment au quotidien
Le bénéfice le plus visible d’un bon aménagement n’est pas toujours spectaculaire. C’est souvent une accumulation de petites améliorations: moins de gestes de rattrapage, moins de fatigue en fin de poste, moins de pièces mal présentées, moins de pauses imposées par l’inconfort, plus de régularité dans la qualité.
Je surveille en priorité trois signaux après la mise en place: l’usage réel des réglages, la disparition des postures de compensation et la baisse des plaintes liées au cou, aux épaules, au dos ou aux poignets. Si les opérateurs contournent encore le poste pour “faire plus vite”, c’est qu’il reste un point de friction quelque part.
Un poste bien conçu n’est donc pas un poste figé. C’est un poste qui accepte les différences de morphologie, les variations de cadence et les évolutions du process sans faire payer la note au corps. C’est, au fond, ce qui rend un atelier plus sain, plus fiable et plus facile à vivre jour après jour.